JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Tillverkare av svängkranar


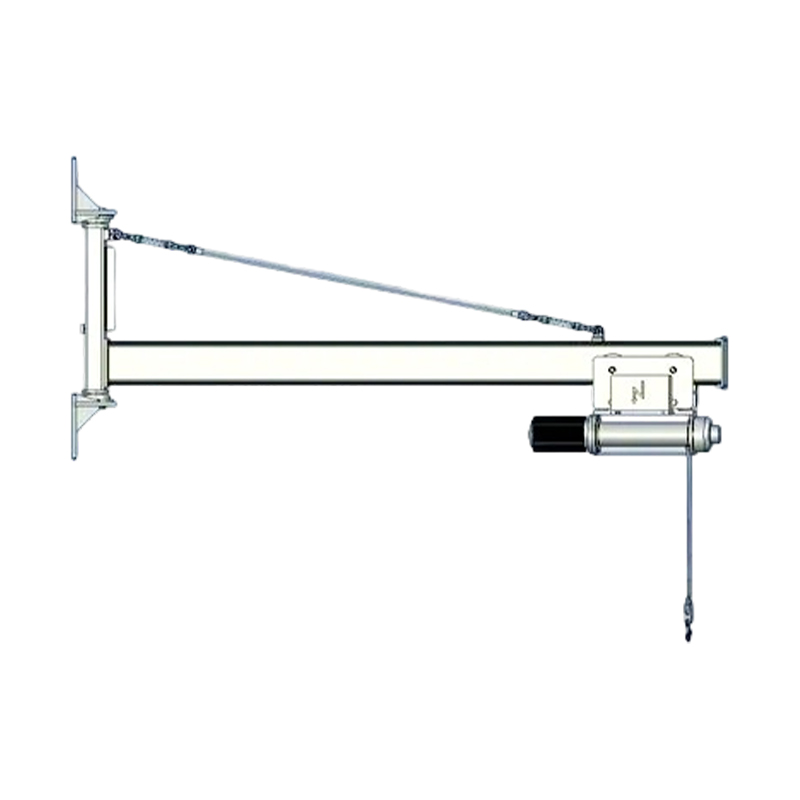
Svängkranen är en materialhanteringsanordning som integrerar en fribärande struktur och intelligent servoteknologi, med hjälp av höghållfast aluminiumlegering och förstärkt stål som dess kärna strukturella material. Den används främst för att lyfta och exakt hantera tunga föremål i verkstäder, lager och andra liknande miljöer.
Understödd av en pelare kan dess huvud- och hjälpbommar rotera flexibelt. Utrustad med en intelligent elektrisk hiss och olika lyftredskap uppnår den lastföljande drift genom att känna av kraftsignaler från handtaget. Utrustningen har steglös hastighetsreglering, positionering på millimeternivå och fjädringsbalans. Den är lätt att använda och erbjuder ett omfattande säkerhetsskydd som täcker vanliga lastkrav från 80-600 kg. Den är allmänt användbar för montering, maskinbearbetning, formbyte och andra operationer, vilket avsevärt förbättrar effektiviteten och minskar arbetsintensiteten.
Om oss
Suzhou JingShi Intelligent Equipment Co., Ltd.
Grundat 2016 med huvudkontor i Suzhou, Kina, är Suzhou JingShi Intelligent Equipment Co., Ltd. ett integrerat högteknologiskt företag som kombinerar forskning, tillverkning och handel. Vi specialiserar oss på hydrauliska precisionsriktmaskiner och intelligenta produktionslinjesystem, Skräddarsydd industriell svängkran, engagerade i att leverera högprecision, högeffektiva och högstabila plåtbehandlingslösningar till globala tillverkare.
Som Tillverkare av industriella svängkranar och Leverantörer av elektriska svängkranar i Kina, används vår utrustning brett inom fordonsdelar, precisionplåt, hisskomponenter, jordbruksmaskiner, sågblad, precisionstansning, profiltillverkning och elektriska applikationer. Genom kontinuerlig innovation och teknisk excellens har JingShi blivit en pålitlig partner för tillverkare världen över.
Som Tillverkare av industriella svängkranar och Leverantörer av elektriska svängkranar i Kina, används vår utrustning brett inom fordonsdelar, precisionplåt, hisskomponenter, jordbruksmaskiner, sågblad, precisionstansning, profiltillverkning och elektriska applikationer. Genom kontinuerlig innovation och teknisk excellens har JingShi blivit en pålitlig partner för tillverkare världen över.
Meddelandeåterkoppling
Hedersbevis




Håll kontakten, insikter & Innovation från JingShi
-

 Branschnyheter
Branschnyheter
 2026.07.08
1. Introduktion till panellyftanordningar Varje år förlorar tillverkare tusentals timmar på långsam, manuell panelhantering. En ensam arbetare som flyttar om 50 kg alum...
2026.07.08
1. Introduktion till panellyftanordningar Varje år förlorar tillverkare tusentals timmar på långsam, manuell panelhantering. En ensam arbetare som flyttar om 50 kg alum... -
Branschnyheter
2026.06.05
Varför plåtavjämning är viktig: Den dolda kostnaden för oplatta delar En 4×8-fots plåt av 14-gauge stål lossnar från laserskäraren med en 2 mm kantvåg. Utan utjämning a...
-
Branschnyheter
2026.05.11
Vad gör en tallriksutjämnare "precision"? En standardutjämnare rätar ut metall genom att föra den genom en uppsättning förskjutna rullar — effektiv för allmän planhet, ...
-
Branschnyheter
2026.05.07
Stick en sugkopp på ett glasfönster så håller den i månader. Tryck samma kopp mot en rå träskiva och den glider av på några sekunder. Skillnaden är inte koppen - det är ytan....
Branschkunskap
Kapacitetsval bortom "Rated Load"
Köpare börjar vanligtvis med delvikten, men dimensionering i verkligheten bör styras av den fulllyftande "systemmassan": lastrigggripare, eventuellt offsetverktyg. En praktisk regel är att hålla en stabil arbetsvikt på 70–80 % av nominell kapacitet för att bevara mjuk servorespons, positionering och långsiktig tillförlitlighet – speciellt när operatörer gör frekventa mikrojusteringar.
När ska man öka storleken
- Hög plockfrekvens (kort cykel, upprepade accelerationer) där dynamisk belastning kan överstiga statisk vikt.
- Lång räckviddshantering som ökar momentet på bommen och förankringsgränssnittet.
- Off-center grepp (excentrisk belastning) som kräver högre stabilitetsmarginal för millimeterjusteringar.
För vanliga verkstadskrav, system som täcker 80–600 kg låter dig standardisera över celler samtidigt som du reserverar utrymme för verktygsiteration och framtida SKU-expansion.
Räckvidd, ögonblick och rotation: vad som driver strukturell marginal
Fribärande kranar styrs av moment (belastning × horisontellt avstånd). Två kranar med samma märklast kan bete sig mycket olika om en rutinmässigt används vid maximal räckvidd. För bulkanskaffning definierar du den "kritiska valpunkten" (längst bort, tyngst) och säkerställer att designmarginalen täcker det driftsomfånget snarare än det genomsnittliga lyftet.
Praktisk layoutvägledning
- Placera kolumnen för att minimera rutinmässiga plockningar med maximal räckvidd; små förändringar i monteringsplatsen kan dramatiskt minska momentet.
- Definiera rotationskrav tidigt (t.ex. partiell vs full svep) för att förhindra interferens med transportörer, maskindörrar och säkerhetsstängsel.
- Om flera stationer delar en kran, validera gångfrigång och "parkeringspositioner" för att undvika trängsel i arbetsflödet.
I våra projektrecensioner på fabriken kommer den snabbaste avkastningen ofta från att optimera räckvidd och rotation först – innan du uppgraderar till högre kapacitet.
Gränssnitt för golv, vägg och bottenplatta: Undviker dold installationsrisk
För industriella svängkranar , installationskvalitet är en viktig faktor för långsiktig prestanda. Ankardesign, betonghållfasthet, plattans tjocklek och armeringslayout påverkar direkt nedböjning, vibrationer och utmattningslivslängd. Om du köper i volym, standardisera det civila gränssnittet (basplattans fotavtryck, ankarmönster, inbäddningsdjup) så att varje plats kan utföra konsekvent installation.
| Monteringstyp | Bäst passform | Viktiga verifieringsobjekt | Vanlig fallgrop |
|---|---|---|---|
| Golvmonterad pelare | Allmänna verkstäder, flexibla celllayouter | Betongtjocklek/hållfasthet, ankarutdrag, fogplanaritet | Underskattning av plattarmering nära fogar |
| Väggmonterad fock | Tät golvyta, fasta stationer | Vägg/pelare strukturell kapacitet, fästets styvhet, vibrationsöverföring | Förutsatt att murade väggar kan ta momentbelastningar |
| Inbäddad grund (nybyggd) | Hög repeterbarhet, höga arbetsområden | Inbäddningsdjup, integration av armeringsjärn, inriktningskontroll | Felinriktning som senare tvingar fram shimming och drift |
En disciplinerad gränssnittsstandard minskar idrifttagningstiden, förenklar reservdelar och gör utbyggnaden av flera anläggningar mycket mer förutsägbar.
Förce-Following Handling: How to Specify the “Feel” of the Crane
Intelligent servohantering bedöms ofta av operatörer som "lätt", "stabil" eller "ryckig". För inköpsteam, omvandla den subjektiva feedbacken till mätbara parametrar: startkraft, accelerationsramp, maximal hastighet och mikropositionsstabilitet. När dessa är definierade kan du replikera samma hanteringsupplevelse över flera platser och skift.
Driftsparametrar värda att låsa in
- Steglös hastighetsreglering inställd för din cykeltid (snabb resa) kontra din monteringstolerans (långsam inflygning).
- "Approach mode" för nära-kontakt uppriktning där positionering på millimeternivå krävs.
- Belastningsberoende respons så att ett 100 kg verktyg inte känns likadant som ett 600 kg verktyg (minskar överskjutning och förarens trötthet).
När vi konfigurerar kranar för fordonsmontering och formbytesceller sätter vi vanligtvis distinkta profiler för "överföring" och "inriktning" för att hålla både genomströmning och precision hög utan att omskola förare mellan stationerna.
Tillbehör och gripdon: Förhindrar lastrotation och processskador
Många hanteringsproblem som skylls på kranen orsakas faktiskt av lyftredskapet. Bulkköpare kan minska antalet incidenter genom att standardisera tillbehörsfamiljer och genomdriva urvalsregler baserade på detaljgeometri, ytkänslighet och tyngdpunktsstabilitet.
Urvalsheuristik som används på high-mix-linjer
- Använd en spridare eller tvåpunktsgrepp när delens tyngdpunkt skiftar mellan SKU:er (minskar gir och "pendelstart").
- Lägg till antirotationsfunktioner för långa, smala laster (profiler, hisskomponenter, jordbruksblad) för att skydda inriktningsstegen.
- För finished sheet-metal surfaces, define contact materials and allowable pressure to avoid cosmetic defects and rework loops.
Om du vill ha en konsekvent process över anläggningarna, specificera fästgränssnittet (snabbt byte av standard, stiftstorlek, elektrisk/pneumatisk pass-through) som en del av kraninköpspaketet – det här är ett område där vi kan skräddarsy lösningen utan att öka komplexiteten.
Avböjning, svängning och mikropositionering: Hantera de sista 50 mm
Vid montering och bearbetningsstöd är den svåraste delen sällan lyften; det är den slutliga anpassningen. Mikropositioneringsprestanda beror på strukturell styvhet, dämpning och operatörens kontrollstrategi. När kranen används för pressverktygsbyten, formbyten eller precisionsplacering bör dina acceptanskriterier inkludera beteende under "sväva och sätta sig", inte bara maximalt lyft.
Tekniker som förbättrar placeringsnoggrannheten
- Definiera ett kuvert med reducerad hastighet nära målhöjd för att förhindra retur från abrupta stopp.
- Använd "pauspunkter" (korta håll) när du flyttar tunga laster på lång räckvidd för att låta kvarvarande sväng avta.
- Rikta in arbetsstationen så att det kritiska tillvägagångssättet ligger längs den mest stabila axeln (ofta direkt under bommen snarare än vid maximal räckvidd).
För buyers standardizing across multiple cells, stating a clear target like repeterbar placering på millimeternivå under representativ belastning är mer användbar än allmänna krav på "hög precision".
Säkerhetsfunktioner som är viktiga vid hantering med hög genomströmning
Säkerhet bör specificeras som funktionella resultat, inte bara en checklista. I högfrekventa operationer är de mest värdefulla skydden de som förhindrar vanliga operatörsfel och minskar sannolikheten för nästan misslyckanden under repetitiva uppgifter.
Högpåverkande skydd att specificera
- Överbelastningsskydd med tydlig feedback från operatören (förhindrar "bara ett lyft till"-incidenter).
- Övre/nedre rörelsegränser och kontrollerad retardation nära ändpunkter (skyddar verktyg och lyftkomponenter).
- Nödstopp tillgänglig från förarplats under guidad hantering (minskar reaktionstiden).
- Anti-dropp-/bromsredundanskoncept som är lämpliga för din riskbedömning och lokala efterlevnadsmiljö.
När kranen stödjer montering av fordon, bearbetning eller byte av form, är de bästa säkerhetsinvesteringarna de som håller driften smidig och förutsägbar utan att sakta ner linjen.
Underhållsplanering för bulkdistributioner: Standardisera för att minska stilleståndstiden
För multi-unit purchasing, your maintenance strategy should be designed at procurement time. Standardizing core components (wear parts, brake modules, control handles, sensors) reduces inventory burden and shortens mean-time-to-repair across plants.
Rekommenderat underhållsramverk
- Dagligen/skift: visuell inspektion av krok, slingpunkter och vajerns skick; verifiera mjuk bromsrespons.
- Månatligen: kontrollera fästelement, rotationsjämnhet, onormalt ljud och eventuell avdrift under "svävning" under belastning.
- Kvartalsvis/halvår: verifiera gränslägesbrytare, överbelastningsbeteende och handtag-kraftavkänningsstabilitet under representativ belastning.
Vi rekommenderar generellt bulkköpare att paketera ett startpaket per 10–20 enheter och anpassa serviceintervallen med din befintliga TPM-rytm, så att industriell svängkran flottan blir "osynlig" för produktionsplaneringen.
Acceptanstest för upphandling som skyddar din investering
En robust acceptplan minskar tvister och säkerställer konsekvent prestanda över leveranser. Utöver nominell belastningstestning, definiera drifttester som speglar ditt verkliga arbetsflöde - speciellt om du köper för precisionsplåt, hisskomponenter, stämpling eller elektriska monteringsoperationer.
| Testkategori | Vad ska verifieras | Varför det spelar roll |
|---|---|---|
| Hanteringskänsla | Jämn start/stopp, ingen oscillationsvåg, förutsägbar respons på handtagskraft | Minskar förarens trötthet och träningstid |
| Mikropositionering | Positionering på millimeternivå nära målet under representativ belastning | Förhindrar omarbetning, verktygskollision och cykeldrift |
| Säkerhetsbeteende | Överbelastningsreaktion, begränsa åtgärder, nödstopp tillgänglighet | Minskar sannolikheten för incidenter vid upprepat arbete |
| Strukturell stabilitet | Avböjnings- och sättningsbeteende vid typisk räckvidd och belastning | Skyddar precisionsprocesser och förankrar långsiktig tillförlitlighet |
För high-volume orders, we recommend documenting these tests as a shared factory-acceptance template so each shipment is consistent—this is one of the simplest ways to keep procurement, EHS, and production aligned.
Kontakta oss
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 av Suzhou JingShi Intelligent Equipment Co., Ltd. Med ensamrätt. Fabrik för industriella svängkranar
