JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Tillverkare av hydrauliska riktmaskiner
-


30-serien tunnplåtshydraulisk servo precisionsnivelleringsmaskin
-

40-serien Heavy Duty hydraulisk precisionsnivelleringsmaskin
-
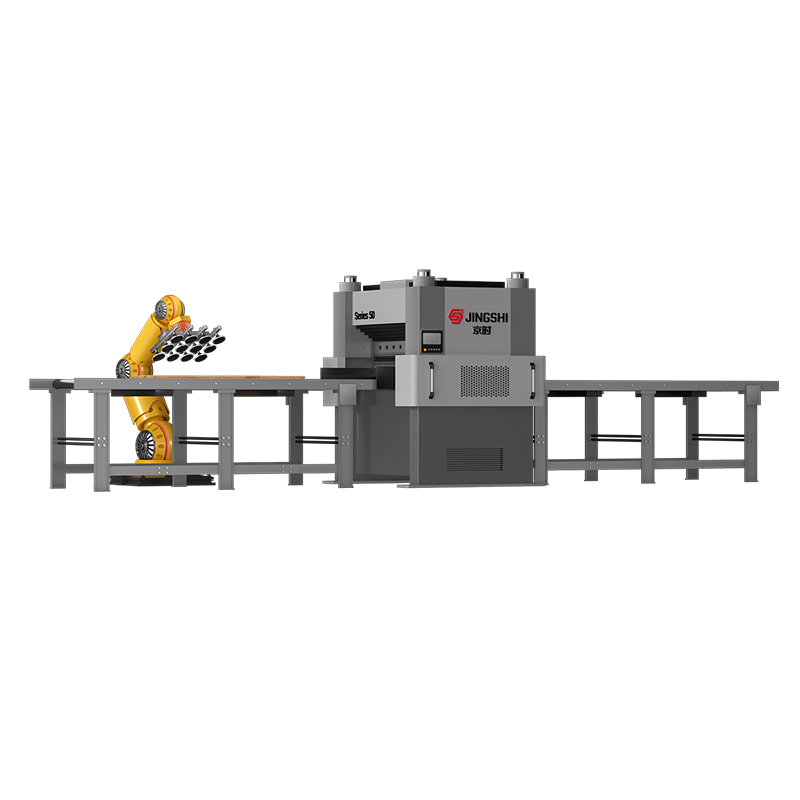
50-serien Fyrkolumn Hydraulisk Intelligent Precision Leveling Machine
-

60-serien med tjocka plattor, högeffektiv hydraulisk utjämningsmaskin
-

80 Series Heavy Duty Plate Hydraulisk Ultra-Precision Leveling Machine
-

100-serien, hydraulisk precisionsnivelleringsmaskin för stort arbetsstycke
Hydrauliska nivelleringsmaskiner använder hydraulisk drivning som kärnkraftkälla och är utrustade med flera uppsättningar av förskjutna nivelleringsrullar (inklusive arbetsrullar, mellanrullar och stödrullar). Genom att exakt styra presskraften och antalet böjningscykler genomgår metallplåten alternerande "elastisk-plastisk" deformation, vilket slutligen uppnår de förinställda planhetskraven. Denna specialiserade utrustning kan bearbeta olika metallmaterial (aluminium, koppar, stål, titanlegeringar, etc.) med tjocklekar från 0,1 mm (ultratunn kopparfolie) till 60 mm (tjocka plåtar av speciallegeringar).
Om oss
Suzhou JingShi Intelligent Equipment Co., Ltd.
Grundat 2016 med huvudkontor i Suzhou, Kina, är Suzhou JingShi Intelligent Equipment Co., Ltd. ett integrerat högteknologiskt företag som kombinerar forskning, tillverkning och handel. Vi specialiserar oss på hydrauliska precisionsriktmaskiner och intelligenta produktionslinjesystem, Skräddarsydd precisionshydraulisk riktmaskin, engagerade i att leverera högprecision, högeffektiva och högstabila plåtbehandlingslösningar till globala tillverkare.
Som Tillverkare av hydrauliska riktmaskiner och Leverantörer av precisionsriktmaskiner i Kina, används vår utrustning brett inom fordonsdelar, precisionplåt, hisskomponenter, jordbruksmaskiner, sågblad, precisionstansning, profiltillverkning och elektriska applikationer. Genom kontinuerlig innovation och teknisk excellens har JingShi blivit en pålitlig partner för tillverkare världen över.
Som Tillverkare av hydrauliska riktmaskiner och Leverantörer av precisionsriktmaskiner i Kina, används vår utrustning brett inom fordonsdelar, precisionplåt, hisskomponenter, jordbruksmaskiner, sågblad, precisionstansning, profiltillverkning och elektriska applikationer. Genom kontinuerlig innovation och teknisk excellens har JingShi blivit en pålitlig partner för tillverkare världen över.
Meddelandeåterkoppling
Hedersbevis




Håll kontakten, insikter & Innovation från JingShi
-

 Branschnyheter
Branschnyheter
 2026.07.08
1. Introduktion till panellyftanordningar Varje år förlorar tillverkare tusentals timmar på långsam, manuell panelhantering. En ensam arbetare som flyttar om 50 kg alum...
2026.07.08
1. Introduktion till panellyftanordningar Varje år förlorar tillverkare tusentals timmar på långsam, manuell panelhantering. En ensam arbetare som flyttar om 50 kg alum... -
Branschnyheter
2026.06.05
Varför plåtavjämning är viktig: Den dolda kostnaden för oplatta delar En 4×8-fots plåt av 14-gauge stål lossnar från laserskäraren med en 2 mm kantvåg. Utan utjämning a...
-
Branschnyheter
2026.05.11
Vad gör en tallriksutjämnare "precision"? En standardutjämnare rätar ut metall genom att föra den genom en uppsättning förskjutna rullar — effektiv för allmän planhet, ...
-
Branschnyheter
2026.05.07
Stick en sugkopp på ett glasfönster så håller den i månader. Tryck samma kopp mot en rå träskiva och den glider av på några sekunder. Skillnaden är inte koppen - det är ytan....
Branschkunskap
Hur rulldiameter och stigning bestämmer det "bearbetbara fönstret"
Köpare fokuserar ofta på nominellt tjockleksintervall, men den praktiska gränsen sätts av förhållandet mellan rulldiameter, rullstigning (mittavstånd) och materialets sträckgräns. Mindre arbetsrullar och snävare stigning ökar böjningsfrekvensen, vilket hjälper till att eliminera kortvågsdefekter; större diametrar ökar lastkapaciteten och minskar risken för ytmärkning på mjukare legeringar.
Vad du ska kontrollera när du jämför maskinofferter
- Arbetsrullens diameter och stigning: mindre/tightare förbättrar vanligtvis kortvågskorrigering, men ökar kontakttrycket.
- Justeringsmetod för mellanliggande/stödrulle: mekanisk vs hydraulisk assisterad påverkar hur väl maskinen håller kronkontrollen under belastning.
- Ramstyvhet och dragstångsdesign: styvhet är en dold drivkraft för repeterbarhet vid bearbetning av höghållfast stål.
- Ytskyddsstrategi: för aluminium/koppar, fråga om rullfinish och rengöringsåtgärder för att minimera upptagningen.
Om du delar dina typiska legeringskvaliteter och defektvåglängder, vi kan i förväg matcha rullkonfigurationen till ditt verkliga defektspektrum snarare än att förlita sig på generiska "tjockleksintervall"-etiketter.
Planhet är inte ett mått: ange vad du ska mäta och hur
"Platt" kan betyda olika saker beroende på om din nedströmsprocess är stämpling, laserskärning eller precisionsmontering. Upphandlingsspecifikationer bör definiera mätmetoden (rätlinje, optisk, spänningsnivåreferens, CMM-sampling), provtagningslängden och defekttypen du kontrollerar (kantvåg, mittspänne, spoluppsättning, armborst).
| Specifikationselement | Varför det spelar roll | Praktiskt exempel |
|---|---|---|
| Provtagningslängd / rutnät | Kort provtagning döljer långvågiga defekter; lång provtagning döljer kortvågiga krusningar. | Mät över 1 m för plåt; tätare galler för precisionsplåt. |
| Namngivning av defekttyp | Olika defekter kräver olika roller/pitch-strategi. | Edge wave vs center spänne behöver olika kronkontroll. |
| Spänningstillstånd | Material kan se plattare ut under spänning än i fritt tillstånd. | Definiera "fritt tillstånd" planhet efter lossning. |
| Temperatur / smörjtillstånd | Termisk tillväxt och smörjning förändrar friktion och återfjädring. | Verifiera vid stabil linjetemperatur för repeterbarhet. |
För köpare med hög precision är nyckeln att anpassa acceptanstestning med din faktiska nedströmskänslighet; det bästa utjämningsresultatet är det du kan verifiera konsekvent .
Tryckkraft kontra böjningscykler: hur man undviker "platt idag, skevt imorgon"
Hydrauliska utjämnare uppnår planhet genom omväxlande elastisk-plastisk deformation. Två spakar dominerar: (1) tryckkraftsfördelningen över rullsatsen och (2) antalet effektiva bockningscykler. Överdrivande kraft för att "tvinga fram planhet" kan lagra kvarvarande spänning och leda till senare förvrängning efter skärning, svetsning eller värmetillförsel.
Konstruktiv upphandlingsvägledning
- Be om demonstrerade inställningsfönster: inte ett recept, utan det stabila omfånget av kraft och penetration som håller planheten.
- Verifiera "efterprocessstabilitet": skär kuponger och kontrollera planheten igen efter skärning/laserskärning för att exponera kvarvarande stressproblem.
- Bekräfta stöd för flera zoner: mellan-/stödrullar bör hjälpa till att fördela lasten och minska lokal överböjning.
I vår idrifttagningspraxis förlitar sig de mest repeterbara programmen på måttlig penetration med tillräckliga böjningscykler , inte maximal kraft.
Hydraulstyrning med sluten slinga är den verkliga skillnaden i repeterbarhet
Hydraulisk drivning är kraftfull, men vad köpare bör utvärdera är kontrollarkitekturen: enbart tryckstyrning är inte detsamma som kraft/positionsstyrning med sluten slinga vid utjämningspunkterna. Drift, oljetemperatur och ventilrespons påverkar dag-till-dag-konsistensen mer än det totala tonnaget.
Frågor som ytkontrollerar kvaliteten i en RFQ
- Styr systemet rullgap/penetration (position), cylinderkraft eller bara hydraultryck?
- Hur hanteras och kompenseras oljetemperaturen (kylning, viskositetsmedveten inställning, uppvärmningsrutiner)?
- Vilka sensorer används (tryckgivare, linjära skalor, lastceller) och hur kalibreras de?
- Finns det recepthantering med materialkopplade parametrar för snabba omställningar?
För bulkproduktion är repeterbarhet vinstspaken: stabil kontroll minskar efterarbete och nedströms stopp . Det är precis där vi fokuserar våra hydrauliska precisionsnivelleringslösningar.
När "bred" är hårdare än "tjock": kronkontroll och kantvågsdämpning
Breda ark accepteras ofta inte på grund av kantvåg eller centrumspänne som drivs av ojämn spänning över bredden. Detta handlar mindre om total kraft och mer om hur maskinen bibehåller konsekvent böjning över hela bredden under belastning. Mellan- och stödrullar finns av denna anledning: för att stabilisera arbetsrullar och hantera kronbeteende.
Vad ska valideras för omfattande materialprogram
- Bredd-till-tjockleksförhållande: höga förhållanden förstärker kronans känslighet och kräver en starkare stödrullstrategi.
- Stödvalszonering: mer granularitet för justering förbättrar korrigering av lokaliserade kantproblem.
- Ramnedböjning under belastning: be om avböjningsdata vid din målkapacitet och materialstyrka.
En praktisk takeaway: Att endast ange tjocklek är otillräckliga påminnelser för att lyckas med breda ark ; inkluderar bredd, sträckgräns och defekttyp i köpspecifikationen.
Materialspecifik trimning: aluminium, kopparfolie, höghållfast stål och titanlegeringar
En singel precisionshydrauliska nivelleringsmaskiner kan bearbeta många legeringar, men bulkköpare drar nytta av planeringsprocessfönster efter materialfamilj. Skillnader i flytbeteende, återfjädring och ytkänslighet påverkar direkt valsval, smörjning och renhetskrav. Hydrauliska nivellerare kan täcka extrema områden— 0,1 mm till 60 mm — men driften ska inte behandlas som utbytbar.
Praktiska avstämningssignaler efter materialfamilj
- Aluminium: prioritera ytskydd och stabil friktion; undvik hämtning med disciplinerad rengöring och kontrollerat kontakttryck.
- Kopparfolie / ultratunn: fokus på rullfinish, spänningshantering och vibrationskontroll; små störningar kan trycka igenom.
- Höghållfast stål: ramstyvhet och stödrullstrategi dominerar; bekräfta att maskinen bibehåller inställningarna under ihållande belastning.
- Titanlegeringar: förvänta dig högre fjädring; lita på flercykelböjning och konsekvent temperaturkontroll för repeterbarhet.
När vi bygger program för blandmaterialväxter rekommenderar vi att definiera materialkopplade recept för att hålla omställningarna förutsägbara.
RFQ-data som förhindrar under- och överspecifikation (och förkortar driftsättningen)
Risk för bulkanskaffning kommer vanligtvis från att processkontext saknas: leverantörer kommer antingen att överdimensionera en maskin "för att vara säker" eller underdimensionera den baserat på enbart tjocklek. Ett kortfattat datapaket möjliggör noggrant urval och minskar idrifttagningstiden.
| Kategori | Vad ska man ge | Varför leverantörer behöver det |
|---|---|---|
| Materialdefinition | Legering/kvalitet, sträckgränsintervall, hårdhet (om tillgängligt) | Bestämmer återfjädring och erforderlig böjenergi |
| Geometri | Tjockleksområde, breddområde, längd, spole/plåtform | Påverkar val av rullstigning och krona/stödstrategi |
| Defekt profil | Kantvåg/mittspänne/armborst/spole set; defekt våglängd om känd | Justerar rullkonfigurationen efter det faktiska planhetsproblemet |
| Målresultat | Planhetsmetrisk mätmetod acceptansprovtagning | Förhindrar beställningstvister och förväntningar som inte matchar varandra |
| Genomströmning | Linjehastighet, takttid, batchstorlek, växlingsfrekvens | Bestämmer automationsnivå, hydraulisk respons, recepthantering |
| Nedströms begränsningar | Skär-/svetsnings-/presssteg, tillåten risk för kvarvarande spänningar | Styr strategin "kraft vs cykler" för stabila delar |
Ett komplett RFQ-datapaket är ofta det snabbaste sättet att minska den totala projektkostnaden —inte genom att välja den billigaste maskinen, utan genom att undvika felpassning och omarbetning.
Underhåll som skyddar precisionen: oljerenhet, rullslitage och kalibreringsdisciplin
Precisionsnivellering är känslig för små förändringar i friktion, rullgeometri och hydraulisk reaktionsförmåga. Många "mystiska planhetsproblem" går tillbaka till oljeförorening, gradvis rullslitage eller avdrift i mätreferenser snarare än själva utjämningskonceptet.
Förebyggande metoder som bevarar noggrannheten
- Hantering av oljans renhet: filtrering och provtagning minskar ventilen som fastnar och tvingar fram instabilitet.
- Rullinspektion: övervaka ytupptagning, mikrogropar och diameterändringar som ändrar effektiv penetration.
- Sensorkalibrering: tryck/positionsåterkoppling är bara lika tillförlitlig som dess kalibreringsrutin.
- Rengöringsdisciplin för icke-järn: förhindrar inbäddade partiklar från att trycka in defekter i arket.
| Intervall | Fokusobjekt | Varför det spelar roll |
|---|---|---|
| Per skift | Rullrengöring och visuell ytkontroll | Förhindrar pickup-relaterad markering och friktionsdrift |
| Varje vecka | Hydraulläckage/temperaturgranskning; filterdifferenstryck | Stabiliserar kontrollresponsen och minskar risken för kontaminering |
| Månadsvis | Oljeprovtagning; sensors förnuftskontroller | Upptäcker tidig drift innan det blir skrot |
| Kvartalsvis | Verifiering av rullgeometri; inriktningsinspektion | Skyddar repeterbarhet vid högvolymdrift |
Från köparens synvinkel, underhåll är en del av din planhetsförmåga ; det bör planeras vid sidan av reservdelar och utbildning.
Integrering av en precisionsutjämnare i en intelligent produktionslinje
För bulkproduktion står utjämnaren sällan ensam. Den bästa ROI visas när utjämningsprogrammet, materialspårning och nedströmsutrustning (avspolare, matare, klippning, stapling, inspektion) delar data. Det är här intelligenta linjesystem minskar variationen och operatörsberoendet.
Integrationsdetaljer som köpare bör specificera
- Receptöverlämning: material-ID utlöser utjämningsparametrar automatiskt för att minska inställningstiden.
- Uppströms spänningsstabilitet: decoiler/matarkontroll påverkar skenbar planhet och repeterbarhet.
- Nedströms inspektionsslinga: länka återkoppling av planhetsmätning till programförfining (i tillämpliga fall).
- Dataloggning: lagra nyckelparametrar (kraft/position, hastighet, temperatur) för att spåra defekter och minska skrot.
Som en integrerad tillverkare av precisionshydrauliska nivelleringsmaskiner och linjesystem, vi designar gränssnitten så att dina genomströmningsvinster är verkliga, inte teoretiska .
Ytans integritet spelar roll: förhindra rullmärken, upptagning och mikrorepor
Bulkköpare av bildelar, hisskomponenter och precisionsbearbetning av plåt avvisar ofta material inte för planhet, utan för ytdefekter som uppstår under utjämning. Grundorsakerna är vanligtvis kontaminering (inbäddade partiklar), otillräcklig rengöringsdisciplin, felaktigt tillstånd på rullytan eller överdrivet lokalt kontakttryck.
Praktiska kontroller som minskar ytrelaterat skrot
- Definiera tillåten ytjämnhet och finishmål för arbetsrullar för dina känsliga legeringar.
- Genomför stegvis rengöring: uppströms torka/borsta periodisk rullrengöring för att förhindra ansamling av uppsamling.
- Kontrollera kontakttrycket: föredrar inställningar som uppnår planhet utan "överpenetrering" när ytan är kritisk.
- Plan för hantering av icke-järn: aluminium och koppar kräver strängare föroreningskontroll än allmänt stålarbete.
I acceptanstest, inkludera både planhet och ytkriterier så att linjen är validerad för användbara delar, inte bara "platta ark" .
Kontakta oss
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 av Suzhou JingShi Intelligent Equipment Co., Ltd. Med ensamrätt. Leverantörer av precisionsriktmaskiner
