JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Plåtavjämning är ett kritiskt steg i modern metalltillverkning. Innan någon skärning, bockning, svetsning eller stansning kan ge konsekventa resultat, måste råmaterialet vara riktigt plant – inte bara visuellt platt, utan stressfritt och formstabilt. Att välja fel utjämningsmetod leder till kasserade delar, omarbetning och nedströmsprocessfel. Den här guiden täcker alla större plåtavjämningsmetoder, förklarar fysiken bakom var och en och ger dig en praktisk ram för att välja rätt tillvägagångssätt baserat på dina material-, volym- och precisionskrav.
Varför plåt kräver avjämning
Plåt lämnar bruket i spiralform. Under lindningen sträcker sig den yttre ytan medan den inre ytan komprimeras, vilket låser in motsatta spänningar i materialets kornstruktur. När servicecenter rullar upp, rätar ut och skär plåten till längd, försvinner inte dessa påfrestningar helt – de förblir fångade inuti vad som verkar vara ett platt metallstycke.
Problemet blir synligt i samma ögonblick som en termisk skärningsprocess som laser- eller plasmaskärning tillämpas. Värme släpper de låsta spänningarna, och delar förvrids, böjer sig eller utvecklar kant- och mittvågor. Samma förvrängning uppstår efter stansning eller finsläckning. Även mekaniskt skurna delar uppvisar restspänningar som förvränger geometrin under efterföljande formning eller svetsning.
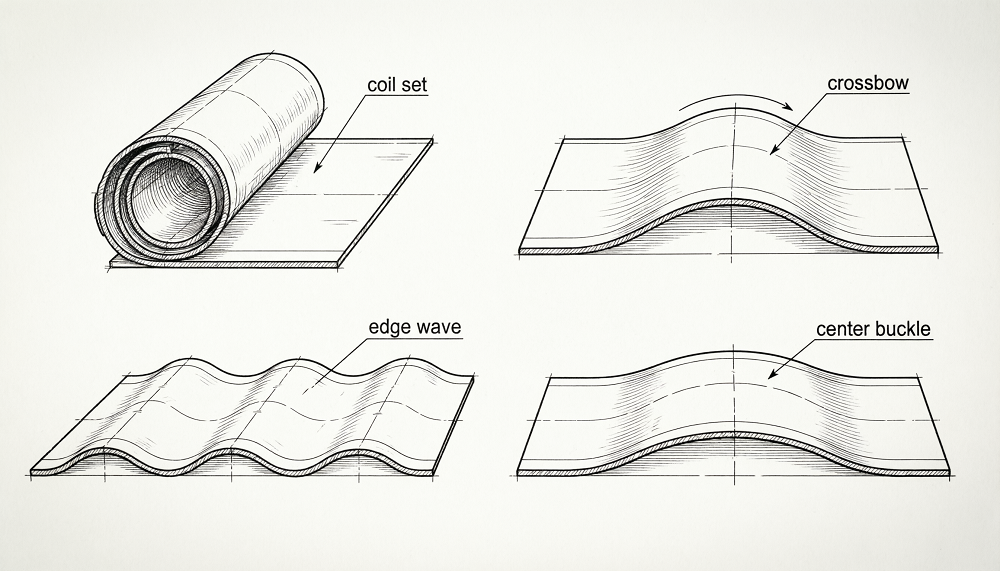
De vanliga planhetsdefekterna som nivelleringen måste åtgärda inkluderar:
- Spole set: en längsgående båge som följer lindningsriktningen, hårdast mot spolens kärna.
- Armborst: en tvärgående båge vinkelrät mot rullriktningen, med centrum höjt ovanför kanterna.
- Kantvåg: vågiga kanter orsakade av tryckspänning i kantzonerna i förhållande till mitten.
- Mittspänne: lokal buckling i mitten av arket där mitten är längre än kanterna.
- Twist: diagonal distorsion över delytan, ofta införd under asymmetrisk skärning eller hantering.
Varje defekttyp har olika spänningsprofiler och reagerar därför olika på varje utjämningsmetod. Förståelse planhetsnormer för plåt Innan du väljer en utjämningsprocess kan du definiera ett mätbart acceptanskriterium och undvika tvister vid driftsättning.
Hammer och Flame Leveling
Hammaravjämning är den äldsta plåtavjämningsmetoden och används idag för specifika situationer där maskinavjämning är opraktisk. En erfaren operatör slår plåten med en hammare i ett avsiktligt mönster, sträcker komprimerade zoner och avlastar lokala spänningskoncentrationer. Flamutjämning fungerar enligt en relaterad princip: en ficklampa värmer ett lokaliserat område, vilket orsakar termisk expansion; när zonen svalnar och drar ihop sig drar den omgivande material mot den uppvärmda punkten, vilket korrigerar lokal böjning.
Båda metoderna kräver betydande skicklighet. Resultaten beror direkt på operatörens förmåga att läsa delen, bedöma spänningsfördelningen och applicera rätt energi i rätt sekvens. Inga två operatörer ger identiska resultat, och ingen enskild del kan reproduceras med säkerhet. En enskild bit kan ta allt från 30 minuter till flera timmar att jämna ut, beroende på hur allvarlig förvrängningen är och delens komplexitet.

När utjämning av hammare och låga är vettigt
- Redan monterade strukturer eller svetsar som inte kan passera en rullmaskin.
- Mycket små produktionsvolymer där maskininstallationskostnaden inte är motiverad.
- Specialformade eller oregelbundna delar som maskinstyrningar inte kan ta emot.
- Korrigering på plats av färdiga komponenter där dimensionstoleransen är måttlig.
För produktionsmiljöer där genomströmning, repeterbarhet eller precisionstoleranser har betydelse, är utjämning av hammare och lågor olämplig. Den mänskliga faktorn gör det omöjligt att garantera konsekventa resultat över en batch.
Press och rätning Pressnivellering
En uträtningspress stödjer arket eller plattan vid två punkter och applicerar en formningsform för att pressa materialet platt mellan dessa stödpunkter. Processen är inriktad på specifika platser på den del där distorsionen är koncentrerad. Flera presscykler behövs vanligtvis innan detaljen når acceptabel planhet, eftersom varje pressslag korrigerar ett område samtidigt som det potentiellt skapar spänningar i angränsande zoner.
Vissa tillverkare använder kantpressar som improviserade utjämnare, vilket är lönsamt för att korrigera en enda synlig deformation men inte hanterar fördelad inre spänning. En dedikerad riktningspress ger bättre kontroll än en kantpress avsedd för utjämning men kan fortfarande inte matcha genomströmningen eller avspänningsdjupet för ett rullbaserat system.
Att utjämna ett enda stycke på en riktningspress tar vanligtvis upp till 60 minuter och kräver en skicklig specialist för att tolka delens beteende mellan slagen. Metoden blir mer praktisk för plåtar som är tjockare än 50 mm, där rullavjämnare kan sakna mekanisk kapacitet, och för lågvolymproduktion där en maskininvestering inte är motiverad.
Begränsningar att överväga
- Kan inte adressera distribuerad inre spänning — endast synliga geometriska defekter vid diskreta punkter.
- Risk för återfjädring kräver upprepade presscykler och förlängda cykeltider.
- Förlitar sig mycket på operatörens omdöme, vilket gör repeterbarheten mellan operatörerna variabel.
- Ej lämplig för tunn plåt — hög lokal lastkoncentration riskerar ytskador eller permanent märkning.
Rullnivellering: Från enkla riktjärn till precisionssystem
Rullavjämning är den mest använda industriella plåtavjämningsmetoden. Arket passerar genom en serie förskjutna rullar som utsätter det för alternerande böjar med progressivt minskande amplitud. Denna upprepade elastisk-plastiska deformation omfördelar inre spänningar över tvärsnittet och driver materialet mot ett enhetligt, spänningsavlastat plant tillstånd.
Den grundläggande fysiken följer en avtagande sinusvåg: ingångsänden tillämpar den största böjningsförskjutningen, och varje successivt rullpar minskar förskjutningen tills materialet lämnar ett nästan neutralt spänningstillstånd. Processens effektivitet beror på tre inbördes relaterade variabler: rulldiameter, rullstigning (avstånd från mitt till centrum) och pressdjup (penetration) .
Enkla rullnivellerare (riktare)
Enkla plattångar använder minst sju rullar med relativt stora diametrar och stort avstånd. De hanterar tjockare plåtar och ett begränsat tjockleksområde. Eftersom rullarna inte aktivt stöds mot nedböjning under belastning, böjer de sig under tryck, vilket ger ojämn böjning över plåtbredden. Planhetsresultaten är tillräckliga för allmänna strukturella tillämpningar men otillräckliga för precisionstillverkning. Det krävs ofta flera passeringar genom maskinen, och processen beror fortfarande på operatörens erfarenhet för att ställa in rullarna korrekt.
Precisionsutjämnare med flera rullar
Precisionsutjämnare lägger till mellan- och stödrullar bakom arbetsrullarna för att förhindra nedböjning under belastning. Detta möjliggör mindre arbetsvalsdiametrar och snävare stigning, vilket ökar antalet bockningscykler per arklängdsenhet och förbättrar maskinens förmåga att korrigera kortvågsdefekter som kantvågor och centrumspännen. Precisionssystem kan uppnå planhetsvärden på 0,1 mm/m eller bättre — Ett krav på sågblad, precisionsstansningskomponenter och fintoleransplåtenheter.
Jämfört med manuella metoder, minskar rullnivelleringen dramatiskt cykeltiden. En del som kräver 10 minuters kantpress eller hammarnivellering för hand kan bearbetas på mindre än en minut på en precisionsrulle, vilket översätter till mätbara kostnadsminskningar vid högvolymoperationer.
Rullmaskin (tre-valssystem)
Den enklaste rullbaserade konfigurationen använder tre förskjutna rullar. Arket böjs runt rullarna när det passerar igenom, och processen upprepas tills planheten är acceptabel. Detta tillvägagångssätt är endast effektivt för delar med enkla, enhetliga planhetsdefekter. Den hanterar inte inre stress och kräver flera upprepningar för alla material med betydande distorsion. Den är bäst lämpad för verkstäder som hanterar lätta böjningskorrigeringar vid låg volym.
Spänningsutjämning
Spänningsutjämning sträcker plåten i längdriktningen genom att dra den mellan två spännrullar tills den applicerade spänningen överstiger materialets sträckgräns. När arket ger jämnt efter över sitt tvärsnitt, kollapsar spänningsskillnaden mellan tidigare komprimerade och spända zoner, och materialet lämnar i ett plant tillstånd med låg restspänning.
Många industriella spänningsutjämningssystem kombinerar rullböjning med spänning i ett hybridtillvägagångssätt: plåten passerar först genom bockningsrullar för att omfördela grov spänning och genomgår sedan spänning för att uppnå slutlig planhet och tjocklekslikformighet. Denna kombination är särskilt effektiv för höghållfasta stål och mycket tunna material där system med endast rullar kämpar för att applicera tillräcklig böjning utan ytkontaktskador.
Bästa applikationerna för spänningsutjämning
- Mycket tunn plåt och folie där små rulldiametrar fortfarande markerar ytan.
- Höghållfasta stålsorter med drag-till-drag-förhållanden nära 1,0, som är svåra att böja utan överbelastning.
- Spolebearbetningslinjer där materialet löper kontinuerligt och spänningskontroll är redan en del av linjearkitekturen.
- Tillämpningar där jämn tjocklek över hela bredden är lika kritisk som planhet.
Nackdelen är komplexitet och kapitalkostnad. Spänningsutjämning kräver exakt kontroll av spännrullarna och noggrann kalibrering för att undvika att nya längsgående spänningar införs från ojämn dragning. Den är mindre praktisk för del-för-del-utjämning efter kapning och används främst i spolbearbetningsmiljöer.
Varmvalsning och kallvalsning
Kallvalsning leder arket genom valsar vid eller nära rumstemperatur, och applicerar högt tryck som deformerar materialet plastiskt. Denna metod korrigerar inte bara planhet utan förbättrar ytfinishen och ökar de mekaniska egenskaperna - både hårdhet och draghållfasthet ökar på grund av arbetshärdning. Det är lämpligt när ytkvalitet är ett primärt krav, till exempel för ämnen för fordonskarosser eller precisionstekniska substrat. Begränsningen är att kallvalsning är begränsad till tunnare spår; mycket tjocka plåtar kräver överdriven kraft, och arbetshärdningseffekten kan minska duktiliteten till den punkt där nedströmsformningen påverkas.
Varmvalsning värmer plåten över dess omkristallisationstemperatur innan den passerar genom utjämningsvalsarna. Förhöjd temperatur minskar sträckgränsen och ökar duktiliteten, vilket gör tjocka plåtar mycket lättare att deformera. Värmen påskyndar också stressavlastning. Detta tillvägagångssätt är standard vid bearbetning av primär stål och plåttillverkning av skeppsbyggnadskvalitet. Energikostnaden för uppvärmning är den primära operativa nackdelen, och värmebehandling kan förändra materialets mikrostruktur på sätt som kräver efterbearbetningsverifiering för specifikationskänsliga tillämpningar.
Hydraulisk precisionsnivellering: den moderna industriella standarden
Hydraulisk precisionsnivellering representerar den aktuella tekniken inom plåtavjämning för produktionsmiljöer. Till skillnad från mekaniska rullramper där presskraften fixeras genom skruvjustering, a hydraulisk nivelleringsmaskin använder hydraulcylindrar med sluten slinga för att kontrollera presskraften och rullgapet dynamiskt över hela plåtens bredd. Detta gör att systemet kan bibehålla konsekvent böjningsenergi även när materialtjocklek, sträckgräns eller temperatur varierar inom en produktionssats.

Arbetsprincipen förblir omväxlande elastisk-plastböjning, men precisionen hos den hydrauliska drivningen låser upp möjligheter som mekaniska system inte kan matcha:
- Brett materialutbud: hydrauliska system kan bearbeta material från 0,1 mm ultratunn kopparfolie till 60 mm speciallegeringstjock plåt inom en enda maskinfamilj, växla mellan dem via lagrade recept.
- Aktiv kronkontroll: Stödrullarna bakom arbetsrullarna är hydrauliskt justerade zon för zon, vilket kompenserar för rullavböjning under belastning och säkerställer konsekvent böjning över breda plåtar - avgörande för att eliminera kantvågor och centrumspännen samtidigt.
- Repeterbar receptbaserad operation: materialspecifika parametrar (kraft, penetration, hastighet) lagras och återkallas automatiskt, vilket eliminerar operatörsberoende inställningsvariationer över skift.
- Hantering av perforerat och värmebehandlat material: Avancerad zon-för-zon rulltryckskontroll möjliggör selektiv förlängning över bredden, vilket gör det möjligt att jämna ut material som motverkar enklare system - perforerade plåtar, eftervärmebehandlade ämnen och höghållfast plåt.
Den viktigaste skillnaden mellan hydrauliska nivelleringskonstruktioner ligger i styrarkitekturen. Enbart kontroll av hydraultrycket är inte likvärdigt med sluten kretsstyrning av rullposition eller cylinderkraft. Positions- och kraftåterkoppling – via linjära skalor och lastceller – är det som möjliggör repeterbarhet från dag till dag inför oljetemperaturdrift, variation i ventilsvar och gradvis komponentslitage. Maskiner som förlitar sig på enbart tryckstyrning ger konsekventa resultat endast inom ett smalt driftsband.
För bulkproduktion av fordonskomponenter, precisionsplåt, hissdelar, sågblad och elektronikkapslingar är hydraulisk precisionsnivellering metoden som gör att garantier för planhet på produktionsnivå kan uppnås och verifieras. Utforska hela utbudet av industriapplikationer där precisionsutjämning ger mätbar processförbättring.
Utjämning av bår
Bårnivellering använder hydrauliska klämmor för att greppa arket i båda ändar och dra det i flera riktningar samtidigt tills inre spänningar utjämnas genom enhetlig eftergivenhet över hela tvärsnittet. Till skillnad från spänningsutjämning i spolbearbetningslinjer, fungerar bårnivellering på individuella skurna ark eller plattor och är designad för material där längsgående och tvärgående spänningsgradienter båda behöver korrigeras i en enda operation.
Metoden uppnår utmärkt planhet och restspänningsavlastning men är långsammare än kontinuerlig vals- eller spänningsutjämning och är bäst lämpad för högvärdiga applikationer med låga volymer såsom flygplåt, tjocka strukturella ämnen eller speciallegeringsplåt där delkostnaden motiverar den längre cykeltiden. Det kräver noggrann kalibrering: otillräcklig sträckning lämnar kvarvarande stress; överdriven sträckning förändrar permanent dimensioner och mekaniska egenskaper.
Hur man väljer rätt plåtavjämningsmetod
Den korrekta utjämningsmetoden bestäms av en kombination av materialegenskaper, produktionsvolym, planhetskrav och detaljgeometri. Följande tabell sammanfattar de viktigaste urvalskriterierna för alla huvudmetoder.
| Metod | Tjockleksområde | Volym lämplighet | Platthetskvalitet | Stresslindring | Typiskt användningsfall |
|---|---|---|---|---|---|
| Hammare / låga | Vilken som helst | 1–5 stycken | Låg / Variabel | Delvis (endast lokalt) | Svetsar, reparation på plats |
| Rätningspress | > 50 mm typiskt | Liten sats | Måttlig | Partiell (punktkorrigering) | Tjock platta, synlig deformation |
| Enkel Roller Leveler | Medeltjock | Medium | Måttlig | Begränsad | Allmän konstruktionsplatta |
| Precision Roller Leveler | Tunn–medium | Hög | Hög (≤ 0.5 mm/m) | Bra | Stämpling, laserskärningsförberedelser |
| Spänningsutjämning | Mycket tunn – hög hållfasthet | Hög (coil line) | Mycket hög | Utmärkt | AHSS, folie, coil bearbetning |
| Kallrullande utjämning | Tunn | Hög | Mycket hög | Bra | Karosspaneler för fordon, precisionsdelar |
| Varmrullande utjämning | Tjock tallrik | Hög (mill-scale) | Måttlig–high | Bra | Konstruktionsstål, skeppsbyggnadsplåt |
| Hydraulisk precisionsnivellering | 0,1 mm – 60 mm | Hög | Mycket hög (≤ 0.1 mm/m) | Utmärkt | Precisionsfabrikat, produktion av blandade material |
| Utjämning av bår | Medeltjock | Låg–medium | Mycket hög | Utmärkt | Flygplatta, speciallegeringar |
Praktisk urvalslogik
Börja med ditt material. Om du bearbetar ett brett utbud av legeringar och tjocklekar i en enda anläggning är hydraulisk precisionsnivellering den enda metoden som hanterar hela spektrumet med receptbaserad konsistens. Om din verksamhet är begränsad till en enda materialfamilj med hög volym, kan en precisionsrulle optimerad för det fönstret vara mer kostnadseffektiv. För mycket tunn folie eller avancerat höghållfast stål i en kontinuerlig spollinje, ger spänningsutjämning de mest enhetliga resultaten. För enstaka tjockplåtskorrigeringar eller svetsarbeten förblir en press eller rätningspress det praktiska valet.
Tänk sedan på dina nedströmsprocesser. Om det utjämnade arket kommer att laserskäras, spelar restspänningsnivån efter utjämning lika stor roll som geometrisk planhet - termisk skärning kommer att släppa den spänning som återstår. Om den ska precisionsstansas eller formas är jämnhet över hela bredden det dominerande kravet. Att definiera nedströmskänsligheten innan man väljer en metod säkerställer att nivelleringssteget faktiskt löser problemet snarare än att bara flytta det.
För en djupare jämförelse av tekniker och utrustningskonfigurationer, guiden på metallnivelleringstekniker täcker ytterligare detaljer på verktygsnivå för varje tillvägagångssätt.
Integrering av utjämning i en komplett produktionslinje
I modern plåttillverkning fungerar utjämning sällan som ett isolerat steg. Den högsta avkastningen på nivelleringsinvesteringen kommer när nivelleringsmaskinen är integrerad i en ansluten produktionslinje – kopplad till avspolaren uppströms, skär- eller stanssystemet nedströms, och ett centralt datasystem som loggar materialparametrar, kraftinställningar och planhetsresultat för spårbarhet.
Receptbaserad materialhantering är den praktiska mekanismen: när material-ID ändras ändras utjämningsprogrammet automatiskt, vilket eliminerar manuell inställningstid och risken att köra fel parametrar på en ny legering eller tjocklek. Nedströms inspektionsåterkoppling – där ett resultat av planhetsmätning används för att förfina nästa utjämningscykel – stänger slingan och möjliggör kontinuerliga förbättringar utan operatörens ingripande.
Oavsett vilken utjämningsmetod som väljs måste ytans integritet övervakas tillsammans med planheten. Rullmärkning, upptagning från förorenade rullar och mikrorepor på känsliga legeringar som aluminium eller koppar är avvisningsorsaker som uppstår efter utjämning, inte under den. Underhållsdisciplin – rullrengöring, oljerenhet, sensorkalibrering och periodisk geometriverifiering – är den operativa praxis som håller utjämningsresultaten konsekventa över tiden.
För tillverkare som utvärderar hydrauliska precisionsnivelleringslösningar för integration i sina produktionslinjer, applikationsöversikt ger konfigurationsvägledning efter bransch och materialtyp.